








TD سیریز-1 ہیڈر ٹیوب کے لیے CNC ڈرلنگ مشین




| آئٹم | نام | پیرامیٹر | ||
| TD0308 | TD0309 | TD0608 | ||
| ہیڈر پائپ کی طول و عرض اور مشینی درستگی۔ | ہیڈر کا مواد | SA106-C،12Cr1MoVG،P91،پی 92 (سپلیسنگ ویلڈ میں زیادہ سے زیادہ سختی: 350HB | CS - SA 106 Gr. بی(اسپلائس ویلڈ میں زیادہ سے زیادہ سختی 350HB ہے۔) | |
| ہیڈر کی بیرونی قطر کی حد | φ60-φ350mm | φ100-φ600mm | ||
| ہیڈر کی لمبائی کی حد | 3-8.5m | 3-7.5m | ||
| ہیڈر کی موٹائی کی حد | 3-10 ملی میٹر | 15-50 ملی میٹر | ||
| سوراخ کرنے والی قطر (ایک وقت کی تشکیل) | φ10-φ64mm | ≤φ50mm | ||
| گھوںسلا کی پروسیسنگ قطر (ایک وقت کی تشکیل) | φ65-φ150mm | |||
| سیدھا سیکشن l بیرونی ترین سوراخ کے کنارے کا اختتام تک | ≥100 ملی میٹر | |||
| CNC تقسیم کرنے والا سر | مقدار | 2 | 1 | |
| سلیونگ کی رفتار | 0-4r/منٹ (CNC) | |||
| عمودی اسٹروک | ±100 ملی میٹر | ±150 ملی میٹر | ||
| افقیاسٹروک | 500 ملی میٹر | |||
| عمودی فیڈ کی شرح موڈ | انچنگ | |||
| افقی فیڈ رفتار موڈ | انچنگ | |||
| سوراخ کرنے والا سر اور اس کا عمودی رام | تکلا ٹیپر سوراخ کی کھدائی | بی ٹی 50 | ||
| سپنڈل RPM | 30~3000 r/منٹ(سٹیپلیس سایڈست) | |||
| ڈرلنگ سر کا Z-سٹروک | تقریبا 400 ملی میٹر | تقریباً 500 ملی میٹر | ||
| Y سمت میں ڈرلنگ ہیڈ اسٹروک | تقریبا 400 ملی میٹر | |||
| Z سمت میں ڈرلنگ سر کی زیادہ سے زیادہ حرکت پذیر رفتار | 5000mm/منٹ | |||
| Y سمت میں ڈرلنگ سر کی زیادہ سے زیادہ حرکت پذیری کی رفتار | 8000mm/منٹ | |||
| ڈرائیونگ موڈ | سروو موٹر + بال سکرو | |||
| گینٹری | گینٹری ڈرائیو موڈ | سروو موٹر + ریک اور پنین | ||
| ایکس محور کا زیادہ سے زیادہ اسٹروک | 9m | |||
| ایکس محور کی زیادہ سے زیادہ حرکت پذیر رفتار | 8000mm/منٹ | 10000mm/منٹ | ||
| دوسرے | CNC سسٹمز کی تعداد | 1 سیٹ | ||
| NC محوروں کی تعداد | 4 | |||
| جانچ کی تنظیم | 1 سیٹ | |||
| معاون دبانے والا آلہ | 1 سیٹ | |||
| معاون آلہ | 1 سیٹ | |||
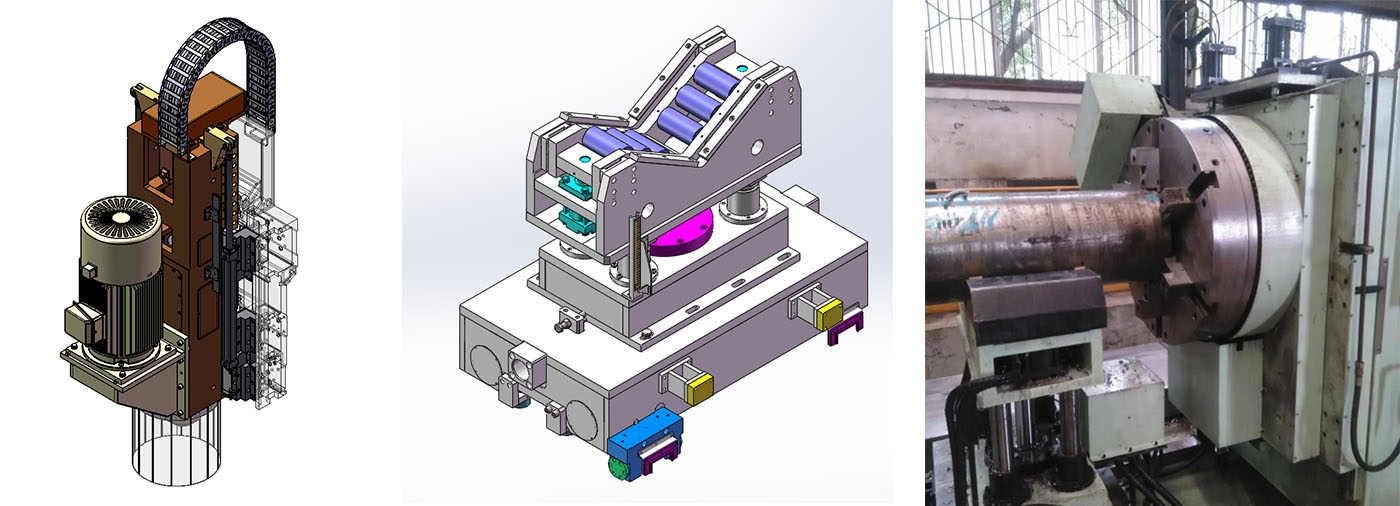
مشین بیس، گینٹری، ڈرلنگ ہیڈ، CNC تقسیم کرنے والا سر، معاون پریسنگ ڈیوائس، سپورٹ ڈیوائس، ٹول میگزین، چپ ڈسچارج اور کولنگ سسٹم، خودکار چکنا اور ہائیڈرولک سسٹم، نیومیٹک سسٹم اور برقی نظام پر مشتمل ہے۔
a سوراخ کرنے والا سر اور عمودی رام
ڈرلنگ ہیڈ بیلٹ کے ذریعے متغیر فریکوئنسی موٹر کے ذریعہ چلایا جاتا ہے۔ عمودی رام کی رہنمائی لکیری رولر گائیڈ کے ذریعہ کی جاتی ہے، عمودی فیڈ کو AC سروو موٹر کے ذریعہ گیند سکرو جوڑی چلانے کے لئے چلایا جاتا ہے، اور تیز رفتار آگے / پیشگی / روکنے / تاخیر کی نقل و حرکت حاصل کی جاتی ہے۔


ب CNC تقسیم کرنے والا سر
CNC تقسیم کرنے والا ہیڈ مشین ٹول کے بیس کے ایک سرے پر نصب کیا جاتا ہے، جو ہیڈر کی لوڈنگ اور ان لوڈنگ کی سہولت کے لیے آگے اور پیچھے جا سکتا ہے۔ انڈیکسنگ ہیڈ اپنی مرضی کے مطابق ہائیڈرولک چک سے لیس ہے، جو اعلی ٹرانسمیشن کی درستگی اور بڑے ٹارک کے ساتھ درست سلیونگ بیئرنگ کو اپناتا ہے۔

c چپ ہٹانا اور ٹھنڈا کرنا
بنیاد کے نیچے گٹر ایک فلیٹ چین چپ کنویئر سے لیس ہے، جو خود بخود ملبے کے کیریئر میں ختم ہو سکتا ہے۔ کولنگ پمپ چپ کنویئر کے کولنٹ ٹینک میں فراہم کیا جاتا ہے، جسے ڈرلنگ کی کارکردگی اور ڈرل بٹ کی سروس لائف کو یقینی بنانے کے لیے آلے کی بیرونی کولنگ کے لیے استعمال کیا جا سکتا ہے۔ کولنٹ کو ری سائیکل کیا جا سکتا ہے۔

d چکنا کرنے کا نظام
مشین ٹول مشین کے تمام حصوں کو بھی چکنا کرنے کے لیے خودکار چکنا کرنے کے نظام اور دستی چکنا کرنے کے امتزاج کو اپناتا ہے۔
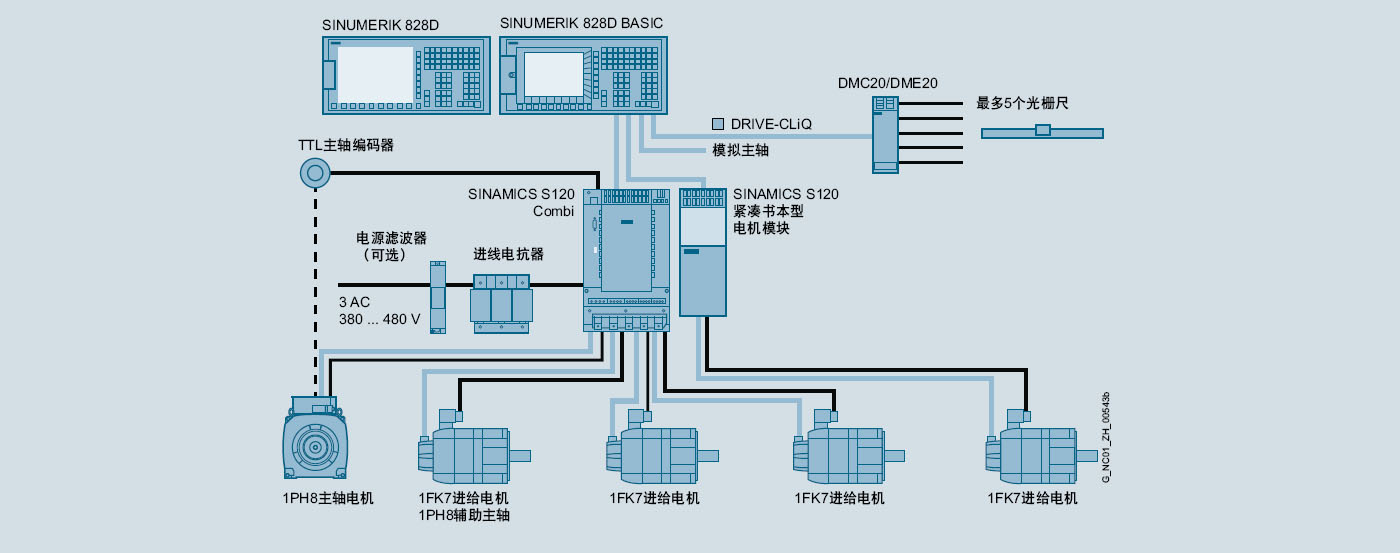
e الیکٹرک کنٹرول سسٹم
CNC سسٹم سیمنز SINUMERIK 828d CNC سسٹم کو اپناتا ہے۔ SINUMERIK 828d ایک پینل پر مبنی CNC سسٹم ہے۔ سسٹم CNC، PLC، آپریشن انٹرفیس اور پیمائش کنٹرول لوپ کو مربوط کرتا ہے۔
| NO. | نام | برانڈ | ملک |
| 1 | CNCنظام | سیمنز 828 ڈی | جرمنی |
| 2 | فیڈ سروو موٹر | سیمنز | جرمنی |
| 3 | Lاندرونی گائیڈ ریل | HIWIN/PMI | تائیوان، چین |
| 4 | ایکس محور صحت سے متعلق ریڈوسر | اٹلانٹا | جرمنی |
| 5 | ایکس محور ریک اور پنین جوڑی | اٹلانٹا | جرمنی |
| 6 | صحت سے متعلق تکلا | کینٹرن/سپنٹیک | تائیوان، چین |
| 7 | سپنڈل موٹر | ایس ایف سی | چین |
| 8 | ہائیڈرولک والو | اے ٹی او ایس | اٹلی |
| 9 | تیل کا پمپ | جسٹ مارک | تائیوان، چین |
| 10 | ڈریگ چین | سی پی ایس | کوریا |
| 11 | خودکار چکنا کرنے کا نظام | ہرگ | جاپان |
| 12 | بٹن، اشارے کی روشنی اور دیگر اہم برقی اجزاء | شنائیڈر | فرانس |
| 13 | گیند سکرو | I+F/NEFF | جرمنی |
نوٹ: اوپر والا ہمارا معیاری سپلائر ہے۔ اگر مندرجہ بالا سپلائر کسی خاص معاملے کی صورت میں اجزاء فراہم نہیں کرسکتا ہے تو اسے دوسرے برانڈ کے اسی معیار کے اجزاء سے تبدیل کیا جانا چاہئے۔



کمپنی کا مختصر پروفائل  فیکٹری کی معلومات
فیکٹری کی معلومات  سالانہ پیداواری صلاحیت
سالانہ پیداواری صلاحیت  تجارتی صلاحیت
تجارتی صلاحیت 
