







ٹرک بیم کے لیے PP1213A PP1009S CNC ہائیڈرولک ہائی سپیڈ پنچنگ مشین




| NO | آئٹم | پیرامیٹر | ||
| پی پی 1213 اے | پی پی 1009 ایس | |||
| 1 | پنچنگ فورس | 1200KN | 1000KN | |
| 2 | زیادہ سے زیادہپلیٹسائز | 800×3500 800×7000ملی میٹر(ثانوی پوزیشننگ) | ||
| 3 | پلیٹموٹائی کی حد | 4~12mm | 4~12mm | |
| 4 | پنچ اسٹیشن | ماڈیول نمبر | 13mm | 9mm(اوپر 5، نیچے 4) |
| زیادہ سے زیادہ پنچ قطر | φ60 | φ50 | ||
| 5 | پنچ سائز(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (8 ملی میٹر پلیٹ کی موٹائی کے ساتھ ڈائی کا ایک سیٹ) | φ9،φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (پلیٹ کی موٹائی 8 کے ساتھ ڈائی کا ایک سیٹ بھی شامل ہے۔mm) | |
| 6 | گھونسوں کی تعدادفی منٹ | 〉42 | <42 | |
| 7 | وار پیجحد تک | <2mm | <25 | |
| 8 | clamps کی تعداد | 3 | ||
| 9 | سسٹم کا دباؤ | Hہائی پریشر | 24MPa | |
| Lاوہ دباؤ | 6MPa | |||
| 10 | Air دباؤ | 0.5MPa | ||
| 11 | ہائیڈرولک پمپ کی موٹر پاور | 22 کلو واٹ | ||
| 12 | ایکس محور سرو موٹر پاور | 5 کلو واٹ | ||
| 13 | Y-axis سرو موٹر پاور | 5 کلو واٹ | ||
| 14 | کل صلاحیت | 55kVA | ||

1. بھاری بوجھ والی مشین کا مشین بیڈ اعلی معیار کی اسٹیل پلیٹ ویلڈنگ کی ساخت کو اپناتا ہے۔ ویلڈنگ کے بعد، سطح کو پینٹ کیا جاتا ہے، تاکہ اسٹیل پلیٹ کی سطح کے معیار اور اینٹی رسٹ صلاحیت کو بہتر بنایا جا سکے۔ لیتھ بیڈ کے ویلڈنگ کے حصے زیادہ سے زیادہ حد تک ویلڈنگ کے دباؤ کو ختم کرنے کے لیے گرمی کی عمر کے ہوتے ہیں۔

2. مشین میں دو CNC محور ہیں: x-axis کلیمپ کی بائیں اور دائیں حرکت ہے، Y-axis کلیمپ کی اگلی اور پیچھے حرکت ہے، اور اعلی سختی CNC ورک بینچ فیڈنگ کی وشوسنییتا اور درستگی کو یقینی بناتی ہے۔
3. X. Y ڈرائیو شافٹ ٹرانسمیشن کی درستگی کو یقینی بنانے کے لیے درست گیند سکرو کو اپناتا ہے۔
4. X اور Y محور صحت سے متعلق لکیری گائیڈ ریل کو اپناتے ہیں، بڑے بوجھ کے ساتھ، اعلی صحت سے متعلق، گائیڈ ریل کی طویل سروس کی زندگی، اور ایک طویل وقت کے لئے مشین کی اعلی صحت سے متعلق رکھ سکتے ہیں.
5. x-axis اور y-axis ڈرائیو موٹرز جرمن AC سروو موٹرز سے چلتی ہیں۔ Y-axis نیم بند لوپ پوزیشن کے تاثرات کو محسوس کرتا ہے۔
6. مشین کو سنٹرلائزڈ چکنا اور وکندریقرت چکنا کرنے کے امتزاج سے چکنا کیا جاتا ہے، تاکہ مشین ہر بار اچھی کام کرنے کی حالت میں ہو۔
7. حرکت پذیر مواد کی CNC ورک ٹیبل براہ راست فاؤنڈیشن پر رکھی گئی ہے، اور ورک ٹیبل ایک عالمگیر کنویئنگ گیند سے لیس ہے، جس میں چھوٹی مزاحمت، کم شور اور آسان دیکھ بھال کے فوائد ہیں۔
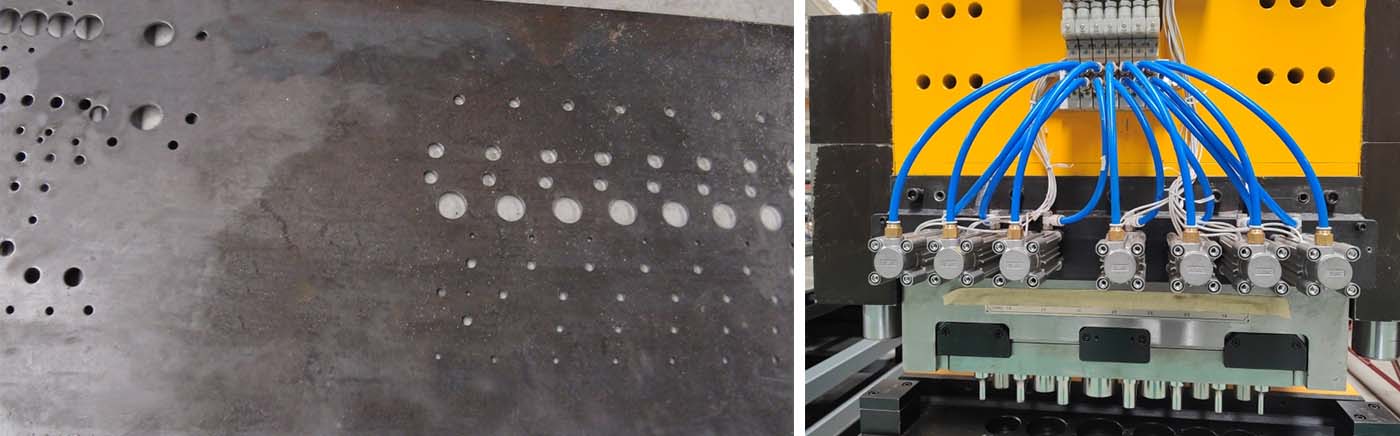
8. مشین کی چھدرن ڈائی پوزیشن ڈبل قطار لکیری ترتیب کو اپناتی ہے، اور زیادہ سے زیادہ چھدرن قطر 50 ملی میٹر ہے۔ ہائیڈرولک سلنڈر کا پسٹن اوپر اور نیچے جانے کے لیے دو لکیری رولنگ گائیڈز کے ذریعے سلائیڈ بلاک کو چلاتا ہے، جو ڈائی اور پنچ کی درست سیدھ کو یقینی بناتا ہے، اور اس کی طویل سروس لائف ہے۔ پنچنگ ڈائی پوزیشن کا انتخاب سلنڈر پشنگ اور کشن بلاک کو کھینچنے کا طریقہ اپناتا ہے، جس میں تیزی سے ڈائی چینج، اعلی وشوسنییتا اور آسان دیکھ بھال کے فوائد ہیں۔
9. مواد کو تین طاقتور ہائیڈرولک کلیمپس کے ذریعے کلیمپ کیا جاتا ہے، جو تیزی سے حرکت اور تلاش کر سکتے ہیں۔ کلیمپ مواد کے اتار چڑھاؤ کے ساتھ اوپر اور نیچے تیر سکتا ہے۔ clamps کے درمیان فاصلہ مواد کے clamping کنارے کی لمبائی کے مطابق ایڈجسٹ کیا جا سکتا ہے.

10. اس میں مختصر پروسیسنگ وقت، فوری پوزیشننگ، سادہ آپریشن، کم منزل کی جگہ اور اعلی پیداوار کی کارکردگی کے فوائد ہیں۔
11. کمپیوٹر کا انٹرفیس انگریزی میں ہے، جس میں آپریٹرز کے لیے عبور حاصل کرنا آسان ہے۔
| NO | نام | برانڈ | ملک |
| 1 | CNCنظام | سیمنز 808D | جرمنی |
| 2 | سروو موٹر اورServo ڈرائیور | سیمنز / پیناسونک | جرمنی/جاپان |
| 3 | لکیری موشن گائیڈ | HIWIN/PMI | تائیوان، جاپان |
| 4 | گیند سکرو | I+F/NEEF | جرمنی |
| 5 | سلنڈر | ایس ایم سی/ فیسٹو | جاپان/جرمنی۔ |
| 6 | ٹھوس ریاست ریلے | ویڈملر | جرمنی |
| 7 | ڈریگ چین | Igus/CPS | جرمنی/جنوبی کوریا |
| 8 | ڈبل وین پمپ | ڈینسن/البرٹ | USA |
| 9 | ہائیڈرولک والو | اے ٹی او ایس | اٹلی |
| 10 | آئل کولر | ٹونگفی/لیبر | چین |
| 11 | تیل چکنا کرنے والا آلہ | ہرگ | جاپان |
| 12 | کم وولٹیج برقی اجزاء | شنائیڈر | فرانس |
نوٹ: اوپر والا ہمارا معیاری سپلائر ہے۔ اگر مندرجہ بالا سپلائر کسی خاص معاملے کی صورت میں اجزاء فراہم نہیں کرسکتا ہے تو اسے دوسرے برانڈ کے اسی معیار کے اجزاء سے تبدیل کیا جانا چاہئے۔



کمپنی کا مختصر پروفائل  فیکٹری کی معلومات
فیکٹری کی معلومات  سالانہ پیداواری صلاحیت
سالانہ پیداواری صلاحیت  تجارتی صلاحیت
تجارتی صلاحیت 





