







CNC بیم تین جہتی ڈرلنگ مشین




| پیرامیٹر کی قدر | ||||||||
| پیرامیٹر کا نام | یونٹ | SWZ400-9 | SWZ1000C | SWZ1250C | ||||
| کا دائرہ کاربیم کا طول و عرض | سیکشن سٹیل | mm | 150*75-400*300 | 150*75-1000*50 | 150*751250*600 | |||
| موٹائی | mm | ≤80 | ||||||
| لمبائی | m | 12m (گاہک کی مانگ کے مطابق ترتیب دیں) | 15m (گاہک کی مانگ کے مطابق ترتیب دیں) | |||||
| مختصر مواد کی حد | mm | خودکار پروسیسنگ≥1500 | خودکار پروسیسنگ≥3000 | |||||
| دستی پروسیسنگ: ≤500 | دستی پروسیسنگ: 690-3000 | |||||||
| تکلا | مقدار | 3 | ||||||
| Dریل سوراخ رینج | فکسڈ سائیڈ، موبائل سائیڈ | mm | ∅ 12~ ∅30 | ∅ 12~ ∅26.5 | ||||
| انٹرمیڈیٹ یونٹ | mm | ∅12~ ∅40 | ∅12~ ∅33.5 | |||||
| تکلاRPM | r/منٹ | 180~560 | 180-560 | |||||
| کارڈ ہیڈ کو جلدی سے تبدیل کریں۔ | / | مورس ٹیپر ہول 4#(تبدیل کر سکتے ہیں) | مورس ٹیپر ہول 4#(تبدیل کر سکتے ہیں) | |||||
| محوری اسٹروک | فکسڈ سائیڈ، موبائل سائیڈ | mm | 140 | |||||
| انٹرمیڈیٹ یونٹ | mm | 325 | 240 | |||||
| محوری فیڈ کی شرح | ملی میٹر/منٹ | 20-300 | ||||||
| حرکت پذیر فاصلہ | ہر تکلا کی سمت میں ہےبیملمبائی | mm | 520 | |||||
| اوپر اور نیچے کی سمت میں تکلی کے دونوں اطراف | mm | 35-470 | 35-570 | |||||
| انٹرمیڈیٹ یونٹ کی سمت میں ہےبیمچوڑائی | mm | 45-910 | 45-1160 | |||||
| مشینی درستگی | ہول گروپ میں ملحقہ سوراخ کی جگہ کی خرابی۔ | mm | ≤±0.5 | |||||
| 10 میٹر کی لمبائی کے اندر کھانا کھلانے کی غلطی | mm | ≤±1 | ||||||
| Eلیکچرکموٹرطاقت | تکلا گردش کے لیے تھری فیز اسینکرونس موٹر | kW | 4*3 | |||||
| انٹرمیڈیٹ یونٹ ایکس ایکسس سروو موٹر | kW | 1.0 | 0.85*2 | |||||
| انٹرمیڈیٹ یونٹ کی Z-axis سروو موٹر | kW | 1.5 | 1.3 | |||||
| فکسڈ سائیڈ اور موبائل سائیڈ ایکس ایکسس سروو موٹر | kW | 1.5 | 1.0 | 0.85 | ||||
| فکسڈ سائیڈ اور موبائل سائیڈ Y-axis سروو موٹر | kW | 1.5 | 1.5 | 1.3 | ||||
| حرکت پذیر کیریج تھری فیز غیر مطابقت پذیر موٹر | kW | 4 | 0.55 | 0.55 | ||||
| طول و عرض سے زیادہ | mm | 4.4*1.4*2.7 | 4.4*2.4*3.5 | 4.8*2.4*3.3 | ||||
| مین مشینوزن | kg | 4300 | 6000 | 7000 | ||||
1. مشین ایک فریم ڈھانچہ ہے جسے اعلیٰ معیار کے سٹیل سے ویلڈ کیا جاتا ہے۔ سٹیل کی پائپ جگہ میں بڑے دباؤ سے مضبوط ہوتی ہے۔ ویلڈنگ کے بعد، بستر کے استحکام کو بہتر بنانے کے لیے گرمی کی عمر کا علاج کیا جاتا ہے۔


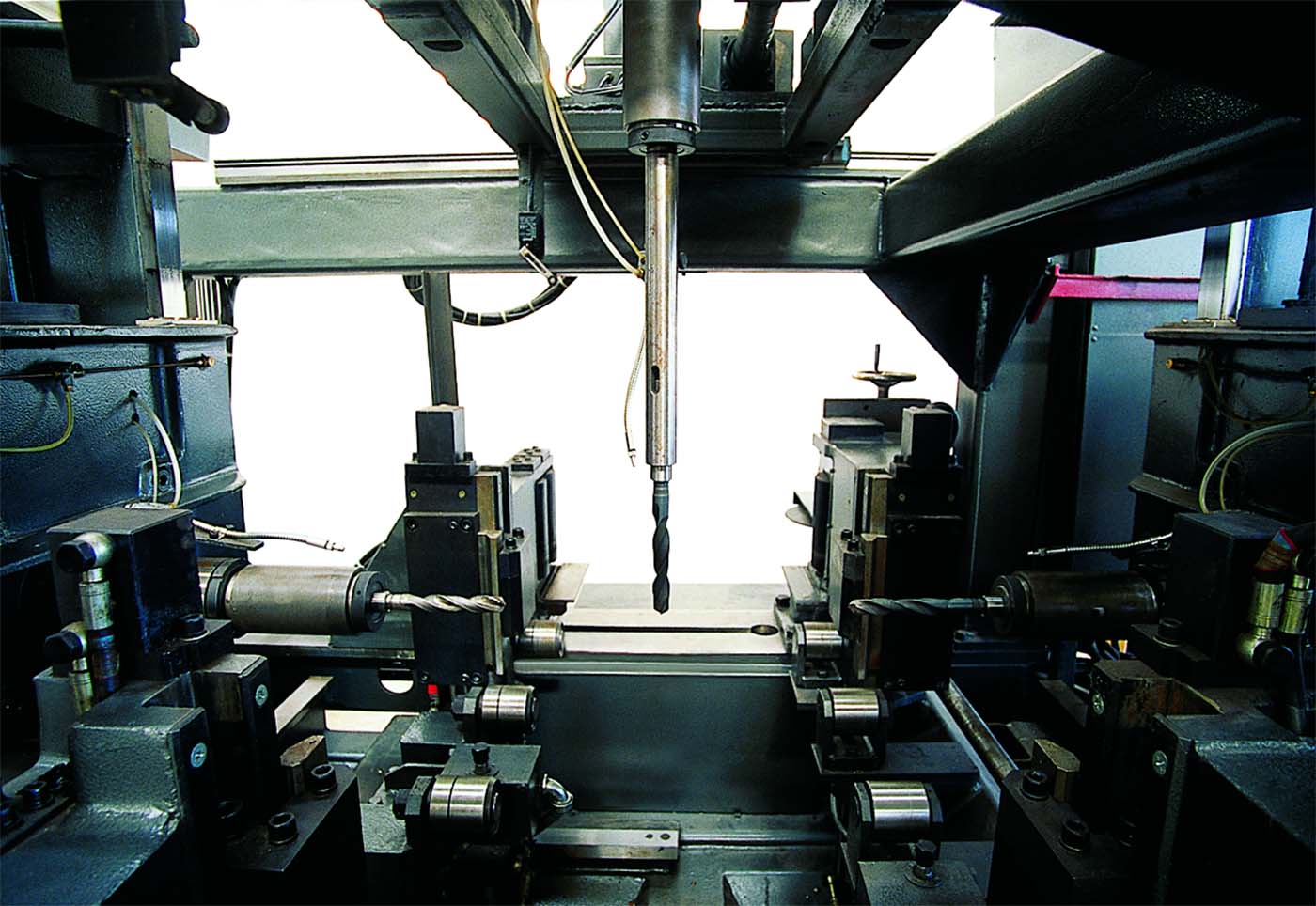
2. 3 CNC سلائیڈیں، ہر سلائیڈ پر 6 CNC محور، اور ہر سلائیڈ پر 2 CNC محور ہیں۔ ہر سی این سی محور درست لکیری رولنگ گائیڈ کے ذریعے رہنمائی کرتا ہے اور AC سروو موٹر اور بال سکرو سے چلتا ہے۔ بیم کے ایک ہی حصے کے سوراخوں پر ایک ہی وقت میں کارروائی کی جا سکتی ہے، جو ہول گروپ میں سوراخوں کی پوزیشننگ کی درستگی اور کارکردگی کو بہت بہتر بناتا ہے۔
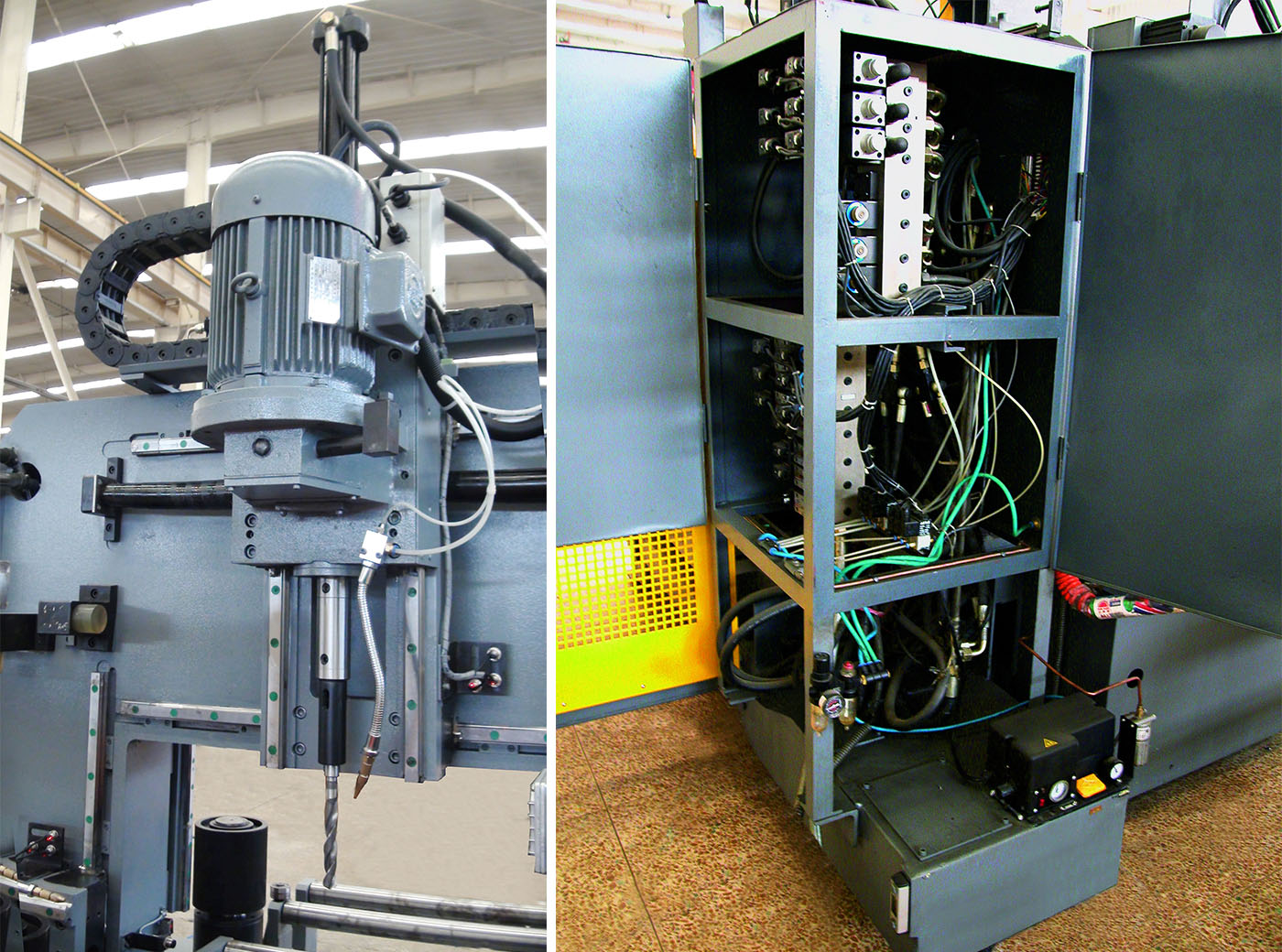
3. افقی اور عمودی ڈرلنگ کے لیے تین خودکار کنٹرول اسٹروک ڈرلنگ پاور ہیڈز بالترتیب تین CNC سلائیڈ بلاکس پر نصب کیے گئے ہیں۔ تین ڈرلنگ پاور ہیڈز آزادانہ یا بیک وقت کام کر سکتے ہیں۔
4. ہر ڈرلنگ پاور ہیڈ کی سپنڈل سپیڈ فریکوئنسی کنورٹر اور سٹیپ لیس ایڈجسٹ کے ذریعے کنٹرول کی جاتی ہے۔ فیڈ کی رفتار اسپیڈ ریگولیٹنگ والو کے ذریعہ اسٹیپ لیس ایڈجسٹ کی جاتی ہے، جسے بیم کے مواد اور ڈرلنگ ہول کے قطر کے مطابق ایک بڑی رینج میں تیزی سے ایڈجسٹ کیا جاسکتا ہے۔
5. بیم ہائیڈرولک کلیمپنگ میکانزم کے ذریعہ طے کی گئی ہے۔
6. مشین بیم کی چوڑائی اور ویب کی اونچائی کا پتہ لگانے والے آلے سے لیس ہے، جو خود بخود مواد کی بے ترتیب خاکہ کی وجہ سے مشینی غلطی کی تلافی کر سکتی ہے، اور مشینی درستگی کو بہتر بنا سکتی ہے۔
7. مشین ٹول ایک جدید کولنگ سسٹم سے لیس ہے، جس میں کولنٹ کا کم استعمال، لاگت کی بچت اور کم پہننے کے فوائد ہیں۔
| NO | نام | برانڈ | ملک |
| 1 | Lاندرونی گائیڈ ریل | Hiwin/CSK | تائیوان (چین) |
| 2 | برقی مقناطیسی ہائیڈرولک والو | Atos/Yیوکن | اٹلی/جاپان |
| 3 | ہائیڈرولک پمپ | جسٹ مارک | تائیوان (چین) |
| 4 | Servo موٹر | پیناسونکس | جاپان |
| 5 | سروو ڈرائیور | پیناسونکس | جاپان |
| 6 | پی ایل سی | Mitsubishi | جاپان |
| 7 | کولنگ پمپ سپرے کریں۔ | Bاجور | USA |
| 8 | لچکدار توسیع نوزل | Bاجور | USA |
| 9 | نیومیٹک سولینائڈ والو | Airtac | تائیوان (چین) |
| 10 | سنٹرلائزڈ چکنا | Herg/Bاجور | جاپان/امریکہ |
| 11 | Cکمپیوٹر | لینووو | چین |
نوٹ: اوپر والا ہمارا معیاری سپلائر ہے۔ اگر مندرجہ بالا سپلائر کسی خاص معاملے کی صورت میں اجزاء فراہم نہیں کرسکتا ہے تو اسے دوسرے برانڈ کے اسی معیار کے اجزاء سے تبدیل کیا جانا چاہئے۔



کمپنی کا مختصر پروفائل  فیکٹری کی معلومات
فیکٹری کی معلومات  سالانہ پیداواری صلاحیت
سالانہ پیداواری صلاحیت  تجارتی صلاحیت
تجارتی صلاحیت 





